|


NOVITA'



















MD MILITARE

cerca
servizi cerca cavi tubi

checkpoint
porta metalcerca servizi

termo camera

AUDIO HI-FI
Amplificatori
a valvole

Diffusori
acustici
 Visori
mirini notturni ottiche
Visori
mirini notturni ottiche

Strumenti
elettronici bonifica ambientale

contatori
geiger

API
COLTURA
 MONTAGGIO COMPO
NENTI
MONTAGGIO COMPO
NENTI
 Costruzioni
meccaniche modellismo a vapore giochi di latta
Costruzioni
meccaniche modellismo a vapore giochi di latta
radio
LA
STORIA
CONTATTI
ORDINI
| | Inserimento Montaggio ed assemblaggio componenti
e schede elettronici
Vista laboratori
 |
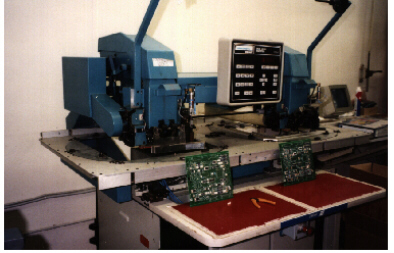
Tutte le fasi di
produzione, dal montaggio al collaudo, sono svolte internamente con
attrezzature tecnologicamente avanzate affidate ad operatori esperti. Il
montaggio automatico dei componeti PTH tradizionali viene eseguito con
una sequenziatrice automatica Dynapert a 60 stazioni accoppiata con due
inseritrici assiali Dynapert, un inseritrice per circuiti integrati DIP
del tipo Universal Uni-Module e ad una inseritrice radiale TDK VC-7B. I
prodotti provenienti dalle varie linee di montaggio vengono sottoposti a
processo di saldatura ad onda tramite saldatrice SEHO 7140 e quindi
accuratamente verificati in tutti i loro particolari ed eventualmente
completati manualmente. A questo punto le schede vengono avviate al
reparto di collaudo che provvedera' ad accertarne il dovuto
funzionamento tramite l'ispezione ottica (modello SCHUH 7032VT) e il
collaudo in-circuit (modello QUASAR ESI 1004). |
SERVIZI FORNITI
Assemblaggio
manuale Saldatura ad onda Inserimento automatico tradizionale e SMD
Assemblaggio automatico di
componenti in PTH Fornitura del prodotto finito (assiemaggio circuito
elettronico, package, cavi)
CONTROLLO DI PRODOTTO
Verifica componenti assemblati
Controllo ottico delle saldature
(100%)
Controllo elettrico (100%)
Collaudo in-circuit (100%)
.
Realizzazione di Master Fotografici Realizzazione di circuiti stampati
Incapsulamento Cablaggi elettrici
industriali
CONTROLLO DI PROCESSO Incoming
Inspection (materie prime)
Controllo parametri di
posizionamento componenti
Controllo parametri di saldatura
Controllo temperatura lega saldante
Controllo spettografico lega
saldante
Controllo Apparecchiature di
Controllo
Macchine automatiche
Le macchine di collaudo sono
programmate con il software CIM - FABmaster, permettendo gia' a monte una prima
verifica di testabilita' della scheda, convertendo i dati CAD in formato neutro
(FABmaster), questo software permette di ridurre i tempi di programmazione dei
sistemi. Alla base di questa scelta c'e' sicuramente la volonta' della Societa'
di estenderlo anche alle macchine di inserimento per migliorare la qualita' del
lavoro e dei prodotti con strumenti tecnologicamente avanzati. L' ultima fase
del processo produttivo riguarda l'assemblaggio meccanico dei prodotti, infatti
la e' strutturata per fornire al cliente il prodotto finito "chiavi
in mano" completo cioe' di tutte la sue parti.
| La M.C.E. si puo' avvelere di un proprio servizio di
autotrasporto in grado di raggiungere nel piu' breve tempo possibile i
luoghi di destinazione. La M.C.E. SNC si propone al cliente in veste di
partner piu' che di semplice fornitore, un partner in grado di offrire
prodotti e servizi a condizioni particolarmente vantaggiose. |
Tutte le
lavorazioni sono gestiti dai capitolati tecnici atti ad assicurare i
livelli di qualita' richiesti e sono mirati alla autocertificazione
delle forniture. Il magazzino spedizione chiude il ciclo produttivo
provvedendo all'imballo dei "lavorati" e alle conseguenti
spedizioni. |
 |
INSERITRICI VCD-F
DYNAPERT. Inseritrici ad una e due teste. Inseriscono componenti assiali
nastrati con passo da 5 mm a 34 mm. Dimensioni massime del circuito
stampato 500 x 457 mm. Velocita' di inserimento a 2 teste 25.000
comp./ora. Velocita' di inserimento a 1 testa 10.000 comp./ora. |
|
INSERITRICE DI
CIRCUITI INTEGRATI DIP TIPO UNIVERSAL UNI-MODULE. Inseritrice di
integrati con 60 magazzini, testa con possibilita' di montare integrati
a 6 pin (3+3) a 20 pin (10+10). |
 |
INSERITRICE
RADIALE TDK VC-7B Inserisce componenti passo 2,5 mm, 5 mm, componenti
esotici o irregolari purche' nastrati. La VC-7B puo' inserire fino ad un
massimo di 80-120 componenti ad un velocita' di 0,34 sec/comp. con una
affidabilita' di inserimento del 99,95% al minuto con carico e scarico
automantico delle schede. La gamma dei componenti e' vasta ed include:
condensatori ceramici ed elettrolittici, resistenze, diodi, transistor,
trimmer, interrutori, ecc. E' dotata di seguenziatore incorporato e di
un sistema di magazzinamento dei componenti in grado di eliminare
praticamente qualsiasi tempo morto. |
 |
SEQUENZIATRICE
UCSM-C DYNAPERT. Sequenziatrice a 60 stazioni. |
|
SALDATRICE SEHO
7140 Macchina a flinger con sistema di flussaggio spray fluxer e 3 zone
di preriscaldo. Controllo tramite PC dei parametri macchina con
possibilita' di relativo rapportino. Larghezza massima scheda 380 mm. |
Macchine automatiche per il controllo e
test
 |
FABMASTER
Fabmaster e' l'azienda leader nella distribuzione a livello mondiale di
un pacchetto software integrato per la produzione e collaudo. E' un
software cim di interfaccia grafica tra sistemi cad, consente la
conversione in automatico di dati provenienti da diversi sistemi cad in
un unico formato neutro.Tutti i dati sono mostrati graficamente.
Incluso: piste, fori, superfici di rame e layer interni. Le applicazioni
includono controlli di produttivita' e testabilita', generazione di
programmi per montaggio superficiale e montaggio tradizionale,
bilanciamento linee SMD, punti colla, generazione di programmi per
macchine di ispezione ottica automatiche, preparazione della
documentazione per assemblaggio manuale, documentazione generale,
disegno della fixture per collaudi in-circuit, generazioni dei programmi
di collaudo per macchine in-circuit, generazioni di programmi per
macchine di collaudo a sonde mobili, localizzazione e riparazione degli
errori . |
 |
SCHUH
7032 VT Il sistema SCHUH 7032 VT e' un tester per ispezione ottico. Il
funzionamento caratterizzato dall'ausilio di 5 telecamere posizionate 1
in vertica le e 4 in diagonale e' tale da garantire una copertura di
collaudo senza confronti. La saldatura fredda, mancante, scarsa,
soffiata o il componente mancante, shiftato, twistato ecc. non presenta
piu' un problema. METODO DI ISPEZIONE OTTICA Il tester riceve un elenco
dei componenti montati contenete tipo di componente, le coordinate x / y
e le tolleranze. Durante il test viene controllato se i componenti
risultano dentro le proprie specifiche richieste. Offre grande
flessibilita' di parametrizzazione per ogni singolo componente, quindi
di valori di tolleranza possono essere combiati molto facilmente sia
separatamente che in gruppo. Il sistema di handling automatico porta la
scheda in posizione di collaudo automaticamente, dove viene centrata
otticamente dal tester. Le telecamere a cristalli liquidi eseguono una
analisi della scheda suddividendola in aree di 26x26 mm , ognuna con una
risoluzione migliore di 80 micron. Il sistema di illuminazione prevede
luci flash allo xenon, ottimali per ottenere una immagine priva di
vibrazioni utilizzando camere con lenti di piccolo diametro. Due slitte
su assi x e y muovono le telecamere con le relative luci e la scheda in
collaudo in un area massima di 300x500 mm. Il sistema puo' pilotare un
stampante per la stampa degli errori, oppure gestire i dati di
riparazione per via elettronica su floppy disk o su rete. Una stazione
di riparazione supporta il lavoro dell'operatore addetto alla
riparazione, coadiuvato da un puntatore laser capace di identificare
l'errore. |
 |
QUASAR
ESI 1004 LA MECCANICA DI QUASAR ESI 1004 E' ESTREMANENTE INNOVATIVA.
L'innovazione e' apportata dall'introduzione di un piano magnetico
permanente, sul quale sono calamitate 4 teste. Questo criterio di
funzionamento offre all'applicazione una precisione di contattazione di
circa 20 micron ed una riduzione della manuntenzione meccanica a zero. I
punti di allineamento delle teste su piano magnetico, sono punti
elettronici invariabili ed hanno le teste fluttuanti, non piu' su organi
meccanici, ma su cuscino d'aria che garantisce assenza di attrito. Il
sistema di trasporto schede e' motorizzato, l'allineamento e' ottico ed
il fermo piastra e' a sensori. LA PROGRAMMAZIONE viene effettuata
tramite FABMASTER completando le librerie del Database cad si genera un
letto di chiodi fittizio. E' questo che consente di verificare tutti i
componenti , le piste nello stesso modo in cui lo eseguirebbe un vero
test a letto di chiodi. Le sonde infatti non vanno piu' a contattare
direttamente i pin del componente , ma bensi' i punti di test presenti
nella scheda. Tali punti sono stati selezionati basandosi su specifiche
regole dettate dall'utente. Dall'associazione di queste informazioni si
ottiene il programma di test da trasferire in macchina. Con questo
metodo si riesce ad ottenere una copertura tale da garantire una facile
individuazione di corti circuiti, aperti, valori componenti analogici e
polarita'. Lo scopo e' la diminuzione dei tempi di approntamento dei
programmi di test e l'eliminazione della fixture. |
| |

LA
LEGGE

GEORADAR
Z18
GEORADAR
IMAGER

GOLDEN GM6

3D METAL DETECTOR VISIONARY

EVO6000

DETECTOR GRAFICO

GAUSS MARS MD

GARRETT APEX

GM ONE

DEEP HUNTER

blisstool LTC64X 
apolonia gold

rutus argo

rutus alter 71
gm5+ se
detectorpro 12DD sub
30mt

tdi beach hunter sub

garrett at max

viking vk40 240

whites mx7

mini detector 210

340 golden mask 4wd

white's mx
sport sub

pulse hunter 8 metri da
profondita

Viking 6 euro 120 nomotion

garrett 200i
300i 400i

white's treasure master

jeohunter
|
